Dous métodos de procesamento de engrenaxes hipoides
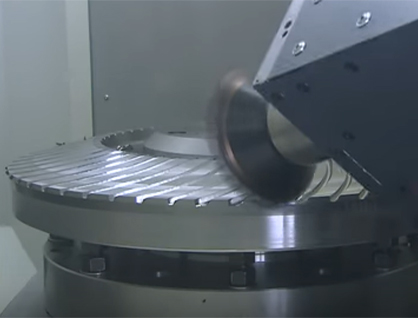
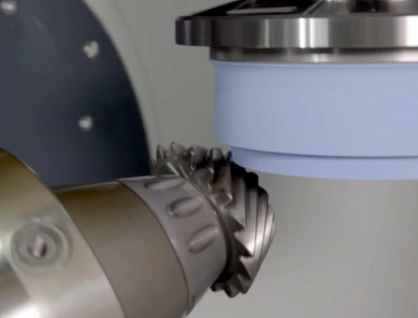
Oengrenaxe cónica hipoidefoi introducido por Gleason Work 1925 e desenvolveuse durante moitos anos. Actualmente, hai moitos equipos domésticos que se poden procesar, pero o procesamento de alta precisión e alta gama está feito principalmente por equipos estranxeiros Gleason e Oerlikon. En termos de acabado, hai dous procesos principais de moenda de engrenaxes e procesos de lapeado, pero os requisitos para o proceso de corte de engrenaxes son diferentes. Para o proceso de moenda de engrenaxes, recoméndase que o proceso de corte de engrenaxes use o fresado frontal e recoméndase o proceso de lapeado. enfrontarse ao hobbing.
Oengrenaxesprocesados polo tipo de fresado de cara son dentes cónicos e as engrenaxes procesadas polo tipo de fresado facial son dentes de igual altura, é dicir, as alturas dos dentes nas caras dos extremos grandes e pequenas son as mesmas.
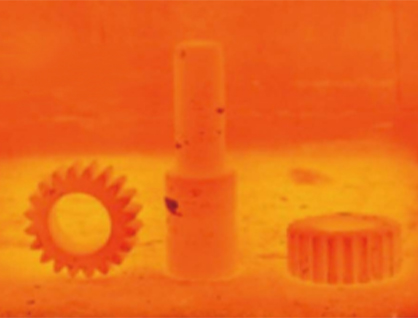
O proceso de procesamento habitual é aproximadamente o mecanizado despois do prequecemento e, a continuación, o mecanizado de acabado despois do tratamento térmico. Para o tipo de fresado, hai que lapar e combinar despois do quecemento. En xeral, o par de engrenaxes xuntas debe igualarse cando se monta máis tarde. Non obstante, en teoría, pódense usar engrenaxes con tecnoloxía de moenda de engrenaxes sen coincidir. Non obstante, no funcionamento real, tendo en conta a influencia dos erros de montaxe e da deformación do sistema, aínda se usa o modo de coincidencia.